
DENNIS and Luke Deane’s1962 Pontiac Laurentian project began as a quick tidy-up to turn it into a tow car for the father-and-son duo’s race boat. But it soon turned into a whole lot more – which is why it knocked everybody’s socks off in the June ’16 issue of Street Machine. It’s difficult to grasp how much metalwork has gone into this car, so here’s part one of our behind-the-scenes look at how high-end workshop Real Steel took an ugly duckling and turned it into a beautiful black swan.
 The sills are still some 40mm off the deck when aired out, but being such a big car, it really looks much, much lower. All the critical stuff was packaged up nice and high out of harm’s way so that the car could lay this low. At this height, the exhaust flanges are the only things just touching the ground.
The sills are still some 40mm off the deck when aired out, but being such a big car, it really looks much, much lower. All the critical stuff was packaged up nice and high out of harm’s way so that the car could lay this low. At this height, the exhaust flanges are the only things just touching the ground.
 Check out the sheet-metal work going on behind the guards, along with the intricate front tubs, false firewall and entire front structure – all of which was made from scratch. A right-angle lip was added to the wheelarch area, which is fitted with a rubber seal to stop road debris getting in behind the mudguard. Cover panels go over the cut-outs in the false firewall. These conceal the master cylinder and brake booster, and the wiper motor and cruise control module also live inside this void.
Check out the sheet-metal work going on behind the guards, along with the intricate front tubs, false firewall and entire front structure – all of which was made from scratch. A right-angle lip was added to the wheelarch area, which is fitted with a rubber seal to stop road debris getting in behind the mudguard. Cover panels go over the cut-outs in the false firewall. These conceal the master cylinder and brake booster, and the wiper motor and cruise control module also live inside this void.
 An early shot before the bonnet was given its inner skin. The body bolts to the chassis through the two openings in the radiator support panel. Inside these left and right compartments are the radiator overflow bottle, water-to-air intercooler pump and A/C receiver-dryer. Look carefully at the area where the guard meets the plenum – a fair bit of metal has been added here (as well as to the top edge of the door), extending it and kicking it up to meet the flush-mounted windscreen.
An early shot before the bonnet was given its inner skin. The body bolts to the chassis through the two openings in the radiator support panel. Inside these left and right compartments are the radiator overflow bottle, water-to-air intercooler pump and A/C receiver-dryer. Look carefully at the area where the guard meets the plenum – a fair bit of metal has been added here (as well as to the top edge of the door), extending it and kicking it up to meet the flush-mounted windscreen.
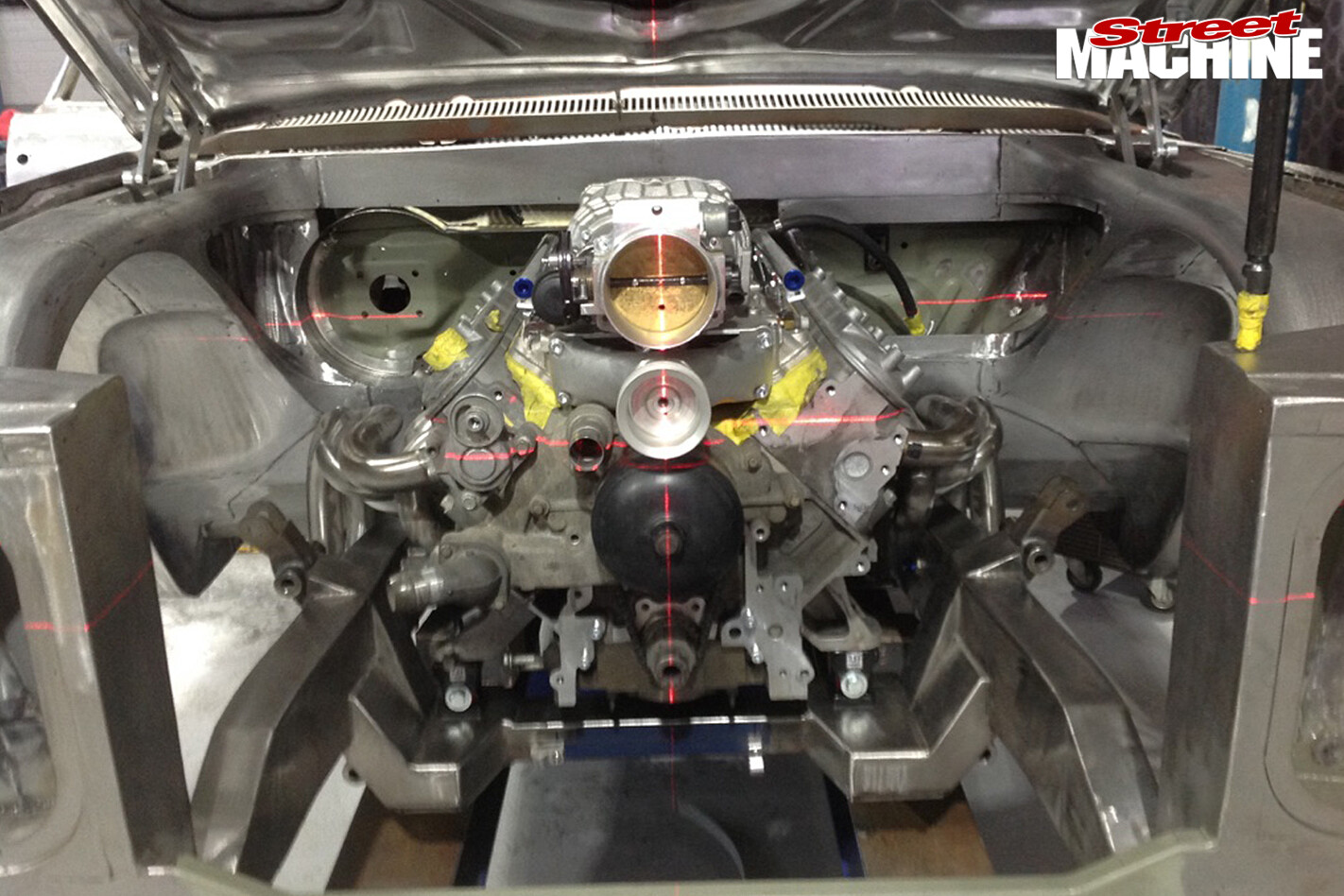 Throughout the build laser-levelling was used to ensure left-to-right consistency and accuracy. Here the engine is being positioned prior to constructing the engine mounts. Note how the centre line runs straight through the middle hole in the radiator support strengthening brace, right up the middle of the engine and into the centre rib of the bonnet.
Throughout the build laser-levelling was used to ensure left-to-right consistency and accuracy. Here the engine is being positioned prior to constructing the engine mounts. Note how the centre line runs straight through the middle hole in the radiator support strengthening brace, right up the middle of the engine and into the centre rib of the bonnet.
 This hammer form for the over-the-radiator (OTR) intake was made from six sheets of 18mm MDF laminated together. It was then carved into shape using an angle grinder fitted with a sanding wheel. Soft-ish hammer forms like this are fine for one-off pieces. Front bumper bar mods are also underway; you can see how a raised piece has been added at the centre of the bar, so it meets up with the vertical centre section of the grille.
This hammer form for the over-the-radiator (OTR) intake was made from six sheets of 18mm MDF laminated together. It was then carved into shape using an angle grinder fitted with a sanding wheel. Soft-ish hammer forms like this are fine for one-off pieces. Front bumper bar mods are also underway; you can see how a raised piece has been added at the centre of the bar, so it meets up with the vertical centre section of the grille.
 This is gorgeous metalwork. The OTR is a two-piece (top and bottom halves) configuration, with a rubber strip between the two halves to positively seal it. Only the corner pieces are permanently attached; the rest of the hand-fabricated panelling is bolted in place with hidden fasteners.
This is gorgeous metalwork. The OTR is a two-piece (top and bottom halves) configuration, with a rubber strip between the two halves to positively seal it. Only the corner pieces are permanently attached; the rest of the hand-fabricated panelling is bolted in place with hidden fasteners.
 The Pontiac has panels under panels – the bonnet hinge area is a prime example. As the bonnet closes the billet hinges retract down into a recess. If you look down into this recess when the bonnet is opened, these are the panels you’ll see. Intricate dress panels like these (all fashioned in metal) were used throughout the build.
The Pontiac has panels under panels – the bonnet hinge area is a prime example. As the bonnet closes the billet hinges retract down into a recess. If you look down into this recess when the bonnet is opened, these are the panels you’ll see. Intricate dress panels like these (all fashioned in metal) were used throughout the build.
 The sills were extended not only to cover the unsightly body seam but also to give the car a much lower profile.
The sills were extended not only to cover the unsightly body seam but also to give the car a much lower profile.
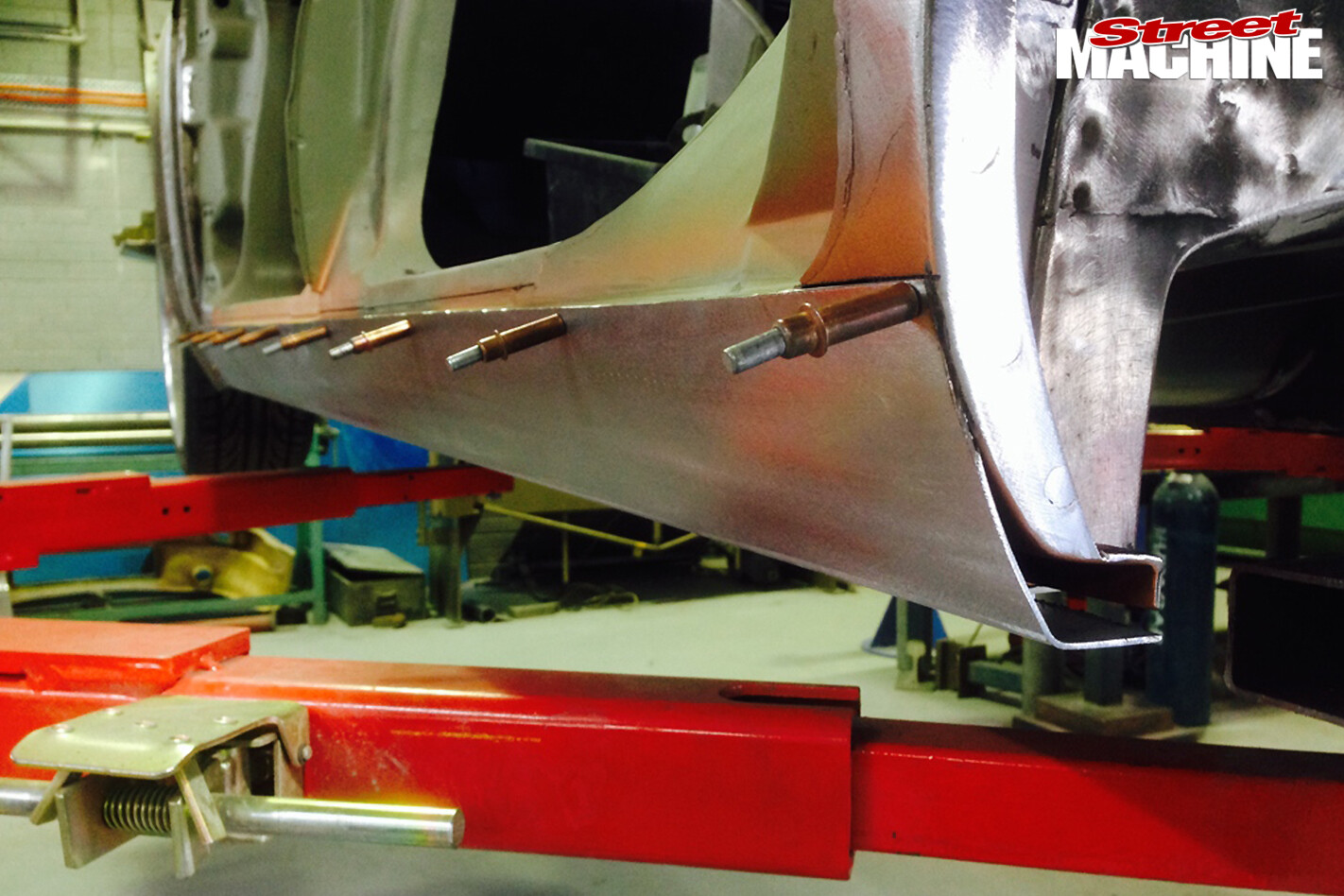
 To ensure the doors went on and off in exactly the same way each time, the hinges were positively located using hidden 5mm dowel pins. Metal was then added to all the openings to achieve nice, even 4mm door gaps all the way ’round.
To ensure the doors went on and off in exactly the same way each time, the hinges were positively located using hidden 5mm dowel pins. Metal was then added to all the openings to achieve nice, even 4mm door gaps all the way ’round.
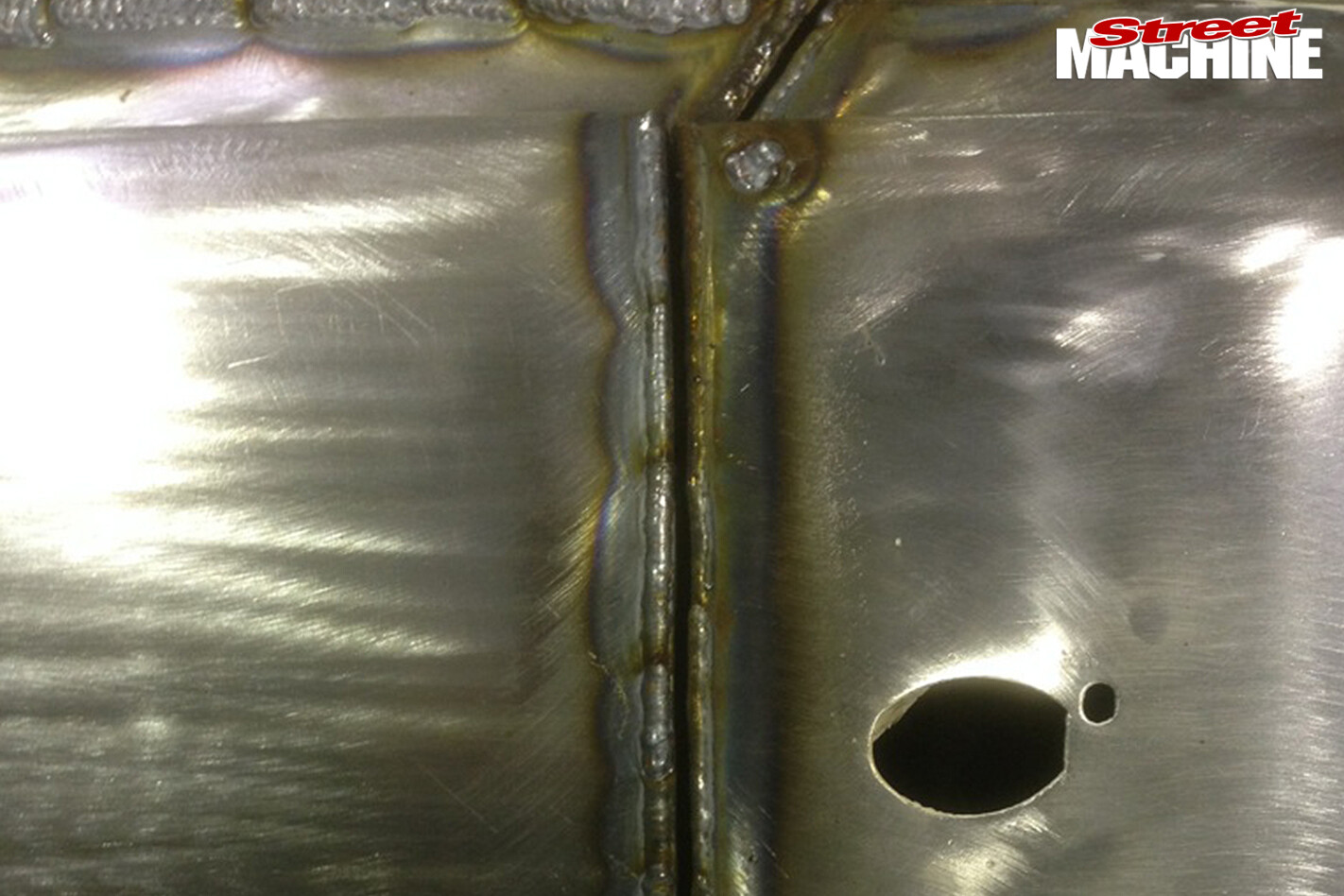
 After the door frames were extended to attain a much tighter (4mm) gap than factory, all the visible seams in the frames were soldered up, before being ground and linished smooth.
After the door frames were extended to attain a much tighter (4mm) gap than factory, all the visible seams in the frames were soldered up, before being ground and linished smooth.
 Seemingly innocuous additions like this filler panel, which replaced the original bolt-on piece, actually required a ton of forethought due to the tight tolerances. As the door swings open, its leading edge swings inwards. The shapes and contours have to be spot-on so that the door skin and door frame don’t foul on this addition throughout the full range of motion. The shape of the shut-line between the front door and the guard also had to be massaged so that the two panels didn’t bind when the door was fully opened.
Seemingly innocuous additions like this filler panel, which replaced the original bolt-on piece, actually required a ton of forethought due to the tight tolerances. As the door swings open, its leading edge swings inwards. The shapes and contours have to be spot-on so that the door skin and door frame don’t foul on this addition throughout the full range of motion. The shape of the shut-line between the front door and the guard also had to be massaged so that the two panels didn’t bind when the door was fully opened.
 The same painstaking attention to detail extended to pieces that are never even seen – like this battery tray.
The same painstaking attention to detail extended to pieces that are never even seen – like this battery tray.
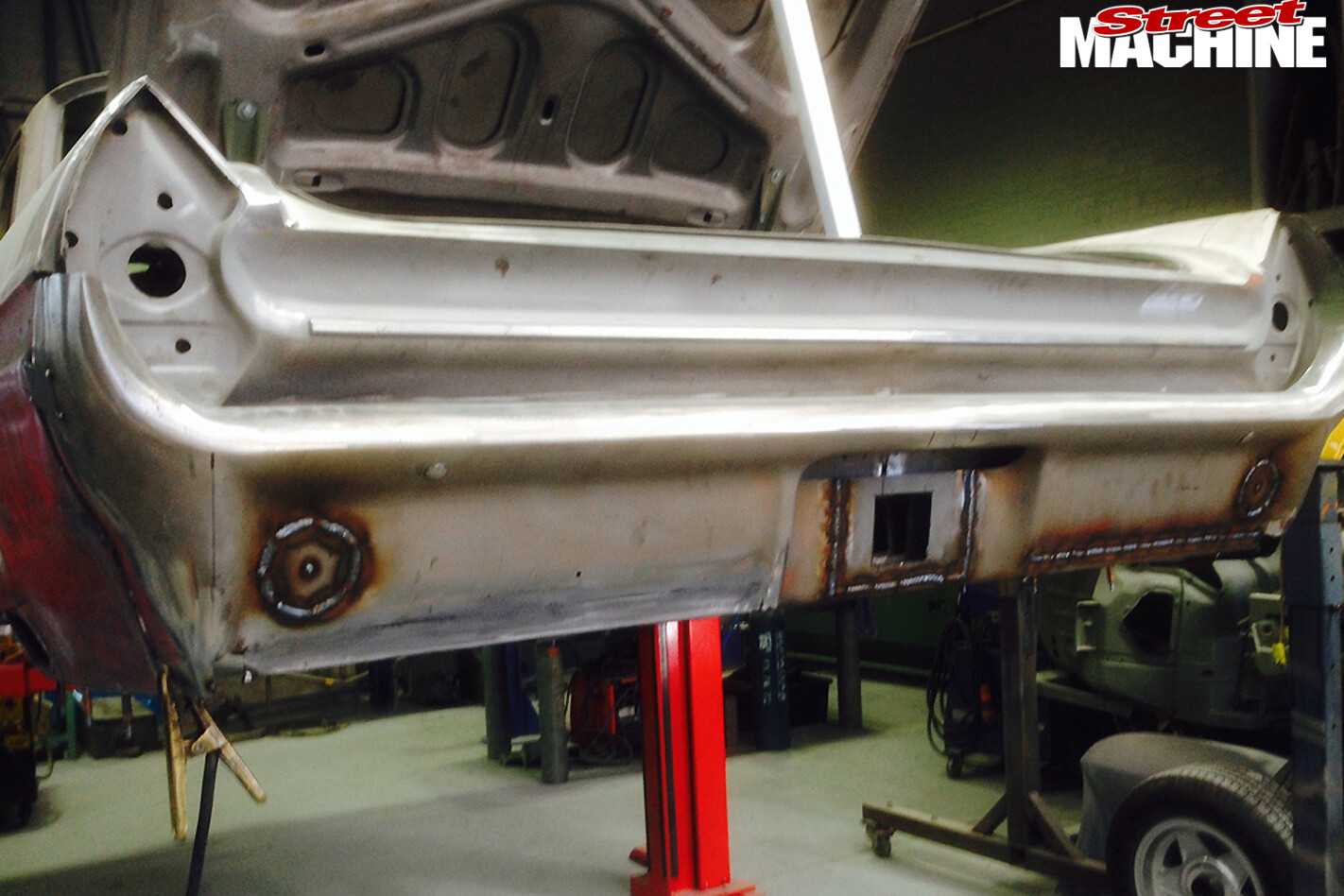 The Laurentian’s factory marker lights got the flick. The ends of the bar were also cut off and tucked into the body for a cleaner appearance. The square cut-out in the centre of the bar harks back to the Pontiac’s previous life as a tow vehicle for a big speedboat – the tow hitch slides into place through this cut-out. This would have to be one of the only elite-level street machines ever to have been fully engineered with an operational tow bar!
The Laurentian’s factory marker lights got the flick. The ends of the bar were also cut off and tucked into the body for a cleaner appearance. The square cut-out in the centre of the bar harks back to the Pontiac’s previous life as a tow vehicle for a big speedboat – the tow hitch slides into place through this cut-out. This would have to be one of the only elite-level street machines ever to have been fully engineered with an operational tow bar!
 Deleting the quarter vent windows required custom side glass, which Supaglass in Queanbeyan cut from these wooden templates. The templates were fully operatable, as they were used to test the fabricated runners and power window mechanisms.
Deleting the quarter vent windows required custom side glass, which Supaglass in Queanbeyan cut from these wooden templates. The templates were fully operatable, as they were used to test the fabricated runners and power window mechanisms.
 Rather than using MDF, the hammer forms for the exhaust outlets were carved from high-quality strips of hardwood laminated together.
Rather than using MDF, the hammer forms for the exhaust outlets were carved from high-quality strips of hardwood laminated together.
 After lots of grinding and sanding you end up with this. The round disc on the end of the hammer form was used to create a perfectly round opening to match up with the 2.5-inch inlet pipe.
After lots of grinding and sanding you end up with this. The round disc on the end of the hammer form was used to create a perfectly round opening to match up with the 2.5-inch inlet pipe.
 The tips were formed from 1.5mm gauge steel in two clamshell halves that were welded together.
The tips were formed from 1.5mm gauge steel in two clamshell halves that were welded together.
 Welded and linished – all that’s left to do is give the front edge a 4mm roll to give the outlets a much thicker look.
Welded and linished – all that’s left to do is give the front edge a 4mm roll to give the outlets a much thicker look.
 The vertical key lines are used to ensure left-to-right symmetry, in conjunction with profile templates. The entire lower quarter panels were hand-fabricated and lowered by 30mm. What you can’t see here is how Real Steal fashioned pockets that were welded to the body, within which were mounted the fabricated exhaust outlets. Just inside the opening, the body pocket opens up slightly to allow enough air circulation so as not to scorch the paint. Also note how tightly the tyres fit the body. With 10mm of clearance all ’round at full bump, Reel Steel went into overkill on the suspension to ensure there was no stray movement. Having the tyres rub on the Pontiac’s long panels would have been disastrous.
The vertical key lines are used to ensure left-to-right symmetry, in conjunction with profile templates. The entire lower quarter panels were hand-fabricated and lowered by 30mm. What you can’t see here is how Real Steal fashioned pockets that were welded to the body, within which were mounted the fabricated exhaust outlets. Just inside the opening, the body pocket opens up slightly to allow enough air circulation so as not to scorch the paint. Also note how tightly the tyres fit the body. With 10mm of clearance all ’round at full bump, Reel Steel went into overkill on the suspension to ensure there was no stray movement. Having the tyres rub on the Pontiac’s long panels would have been disastrous.
 The finished, chrome-plated exhaust outlet. Reel Steel asked us to stress that the outlet is not fitting right here, as the exhaust is not properly bolted into place. If you look at the pics in the June issue, you’ll see for yourself they’re a perfect fit.
The finished, chrome-plated exhaust outlet. Reel Steel asked us to stress that the outlet is not fitting right here, as the exhaust is not properly bolted into place. If you look at the pics in the June issue, you’ll see for yourself they’re a perfect fit.
 Although the boot lid and rear beaver panel are essentially stock, they have both been significantly refined. The original pressed stainless mould was ditched for one CNC-machined out of solid brass – then chrome-plated.
Although the boot lid and rear beaver panel are essentially stock, they have both been significantly refined. The original pressed stainless mould was ditched for one CNC-machined out of solid brass – then chrome-plated.
 The fit between the bumper, the die-cast tail-light surround and the body was never that good back in 1962. After re-shaping and massaging the die-cast pieces, they were re-chromed by Electroplating Technology in Queanbeyan – the tail-light insert itself is another billet piece. Imagine the amount of hours getting such long body lines this arrow-straight!
The fit between the bumper, the die-cast tail-light surround and the body was never that good back in 1962. After re-shaping and massaging the die-cast pieces, they were re-chromed by Electroplating Technology in Queanbeyan – the tail-light insert itself is another billet piece. Imagine the amount of hours getting such long body lines this arrow-straight!
 All hands on deck! This was about six or seven weeks before the car was unveiled at Summernats 29. Now you can see why this build absorbed around 1200 man hours in the week leading up to the event. The Real Steel team were shit-scared about putting the huge, heavy body on a rotisserie; they were worried that if it twisted even slightly, it might not all go back together. Instead they built the jig you see the body sitting on here, which could be raised and lowered with ease – particularly handy when it came time for paint.
All hands on deck! This was about six or seven weeks before the car was unveiled at Summernats 29. Now you can see why this build absorbed around 1200 man hours in the week leading up to the event. The Real Steel team were shit-scared about putting the huge, heavy body on a rotisserie; they were worried that if it twisted even slightly, it might not all go back together. Instead they built the jig you see the body sitting on here, which could be raised and lowered with ease – particularly handy when it came time for paint.
 The build is getting pretty close here, as the stock (new) front glass is in. This shot again highlights how the top rear edge of the guards, the upper leading edge of the doors, and the plenum panel were all heavily kicked up to meet the flush-fitting glass. Being stock glass, all the surrounding metal was extended in to create this flush finish.
The build is getting pretty close here, as the stock (new) front glass is in. This shot again highlights how the top rear edge of the guards, the upper leading edge of the doors, and the plenum panel were all heavily kicked up to meet the flush-fitting glass. Being stock glass, all the surrounding metal was extended in to create this flush finish.
The underpinnings, driveline, interior and painting of this stunning Pontiac are just as mind-blowing as the exterior. Read more here in part two of the Pontiac Laurentian build story.



Comments