
THESE days there are a range of aftermarket oil pans available for most popular engines. However, repairing or modifying your factory sump may also be an option. Here, we give you a brief rundown on one way to upgrade a factory pan into a very basic high-volume sump with a baffle. For this application we will be using an existing Cleveland engine’s stock oil pan, which will find its home on a mild 302ci street engine.
This article was first published in the April 2019 issue of Street Machine
 Luckily we had the trusty shop manager on hand! After a quick rummage through some old yard junk, the perfect donor oil pan is found.
Luckily we had the trusty shop manager on hand! After a quick rummage through some old yard junk, the perfect donor oil pan is found.
STEP-BY-STEP:
 1. A decent degrease and sandblast makes short work of bringing the old steel back to its former glory.
1. A decent degrease and sandblast makes short work of bringing the old steel back to its former glory.
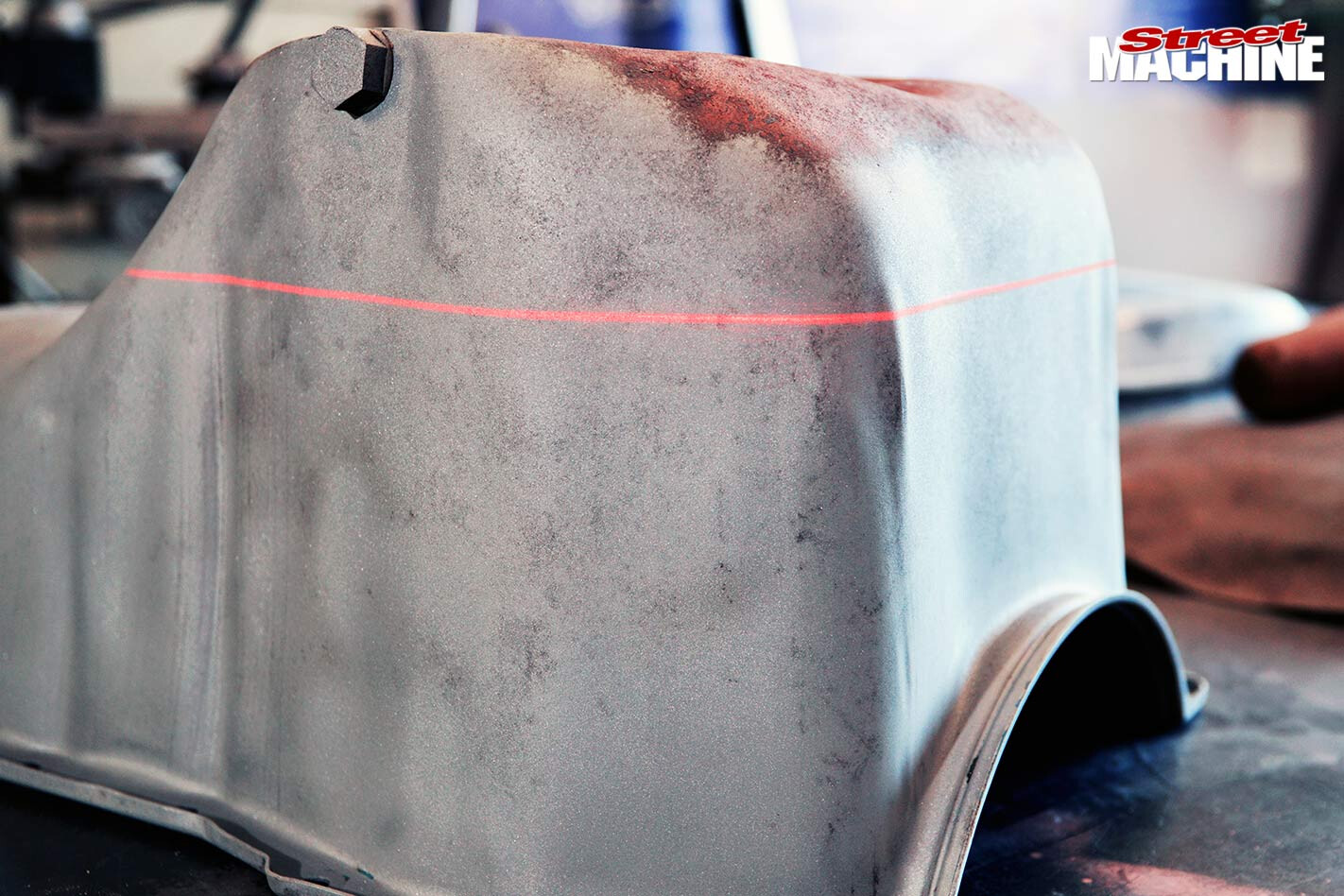 2. The cleaned-up pan then finds its way to the bench, and with the bench already levelled, a few measurements are made and the laser level set. From here, the unwanted metal is removed with a few cuts from a 1mm disc.
2. The cleaned-up pan then finds its way to the bench, and with the bench already levelled, a few measurements are made and the laser level set. From here, the unwanted metal is removed with a few cuts from a 1mm disc.
 3. A fairly straightforward design will be used for this one. Keeping such variables as dipstick length, ground and crossmember clearance, and sump plug placement in mind from the start will prevent you having to correct issues down the track.
3. A fairly straightforward design will be used for this one. Keeping such variables as dipstick length, ground and crossmember clearance, and sump plug placement in mind from the start will prevent you having to correct issues down the track.
 4. Some card is used to make the template, factoring in calculations for the extra volume required. This is where you can go simple or get really creative, keeping in mind that the more bends you can make from a single piece of steel, the less welding you’ll have to do, which in turn means less potential for leaks.
4. Some card is used to make the template, factoring in calculations for the extra volume required. This is where you can go simple or get really creative, keeping in mind that the more bends you can make from a single piece of steel, the less welding you’ll have to do, which in turn means less potential for leaks.
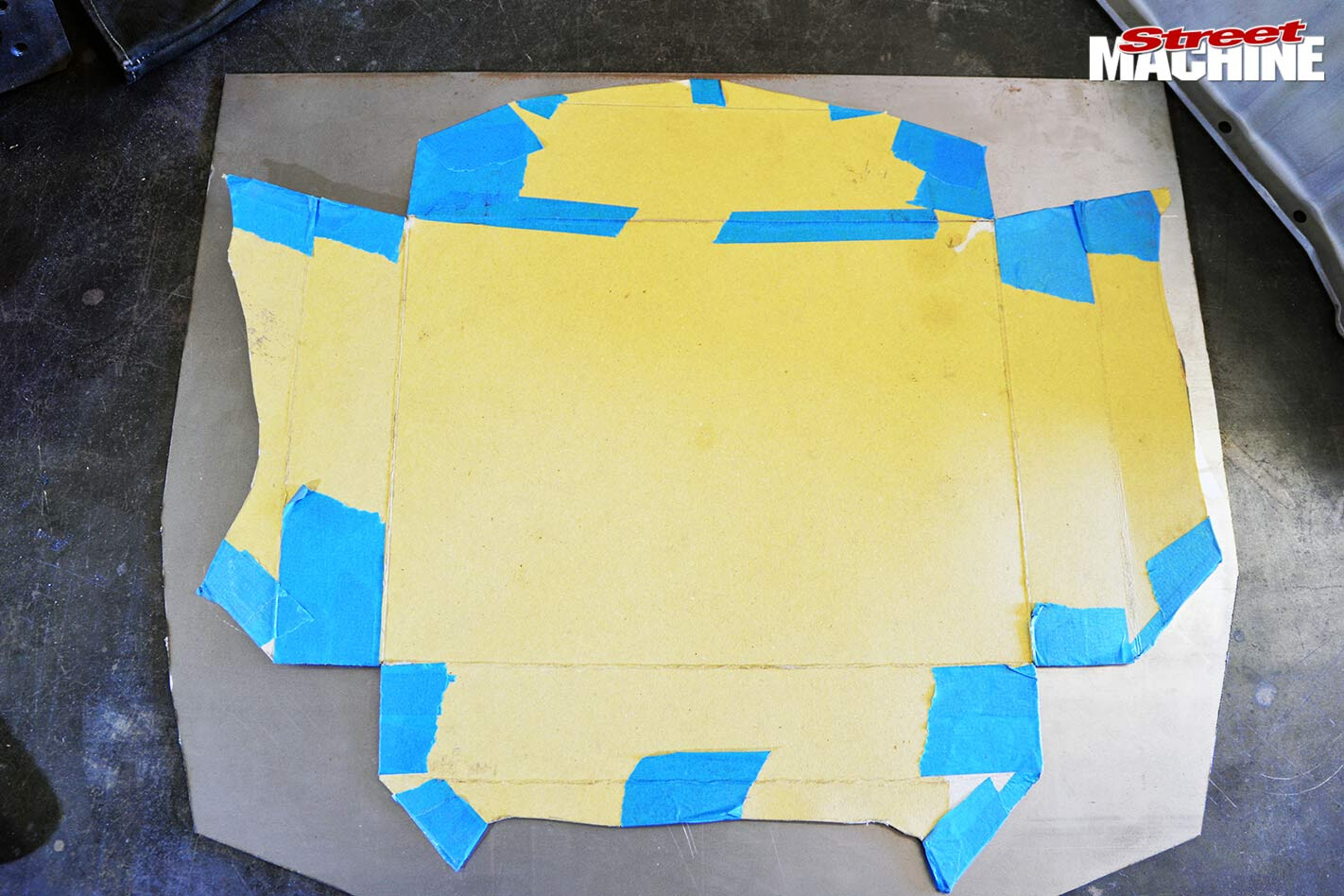 5. Once we’re happy with the template, it’s flattened and transferred to steel. In this case I’m using 1.2mm sheet, as it is the closest match to the thickness of the original steel sump.
5. Once we’re happy with the template, it’s flattened and transferred to steel. In this case I’m using 1.2mm sheet, as it is the closest match to the thickness of the original steel sump.
 6. With the sheet steel marked and cut, both sides of the areas to be welded are cleaned up before bending. This is just for ease of access, and to make sure the welds don’t end up with impurities.
6. With the sheet steel marked and cut, both sides of the areas to be welded are cleaned up before bending. This is just for ease of access, and to make sure the welds don’t end up with impurities.
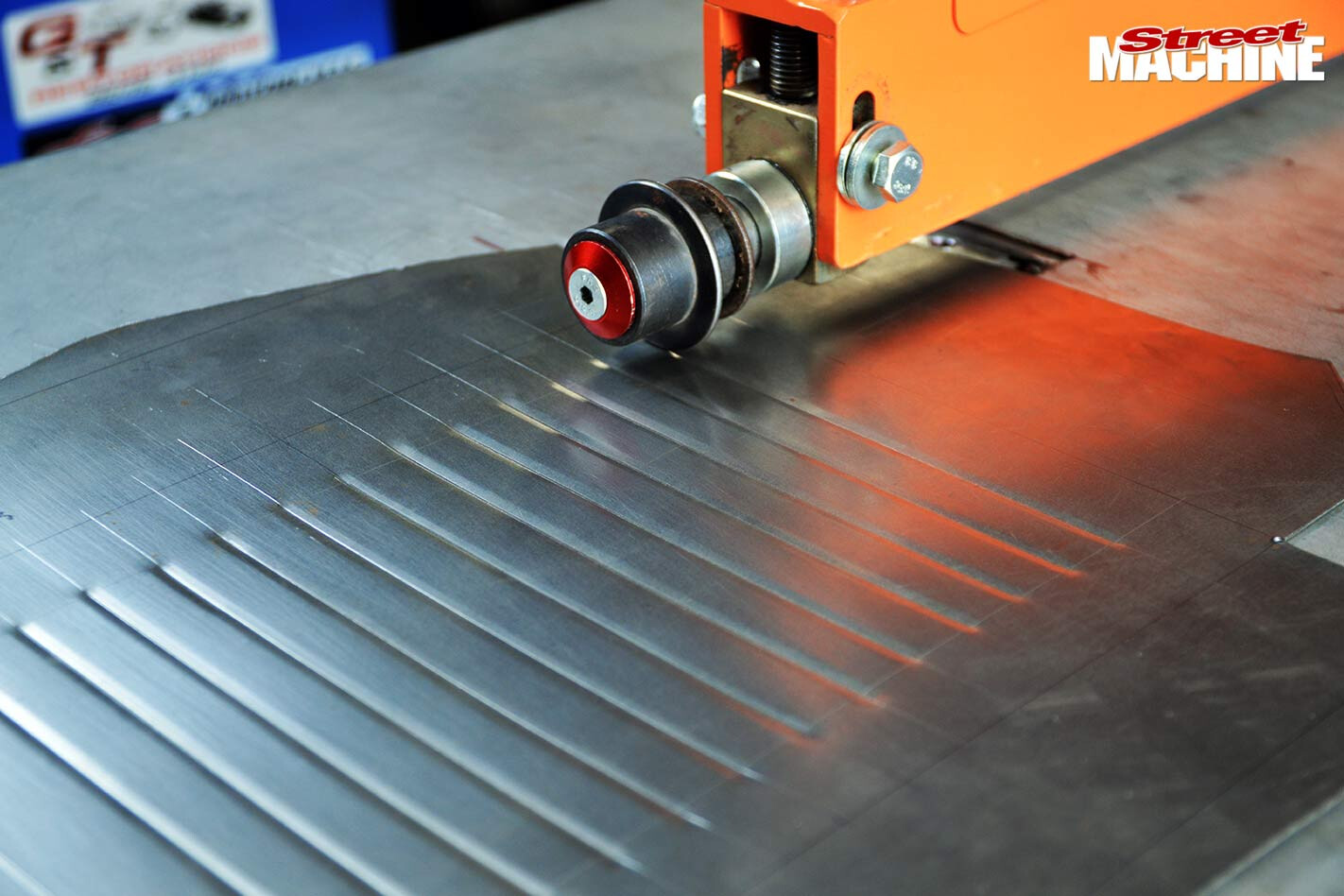 7. A few lines are added to the base of the pan, not only for aesthetics, but to keep the base stiff and save the oil pump pick-up from potentially sucking onto it. We then move on to the bending, which can be fairly easily achieved by clamping a piece of angle iron to the bench and folding by hand.
7. A few lines are added to the base of the pan, not only for aesthetics, but to keep the base stiff and save the oil pump pick-up from potentially sucking onto it. We then move on to the bending, which can be fairly easily achieved by clamping a piece of angle iron to the bench and folding by hand.
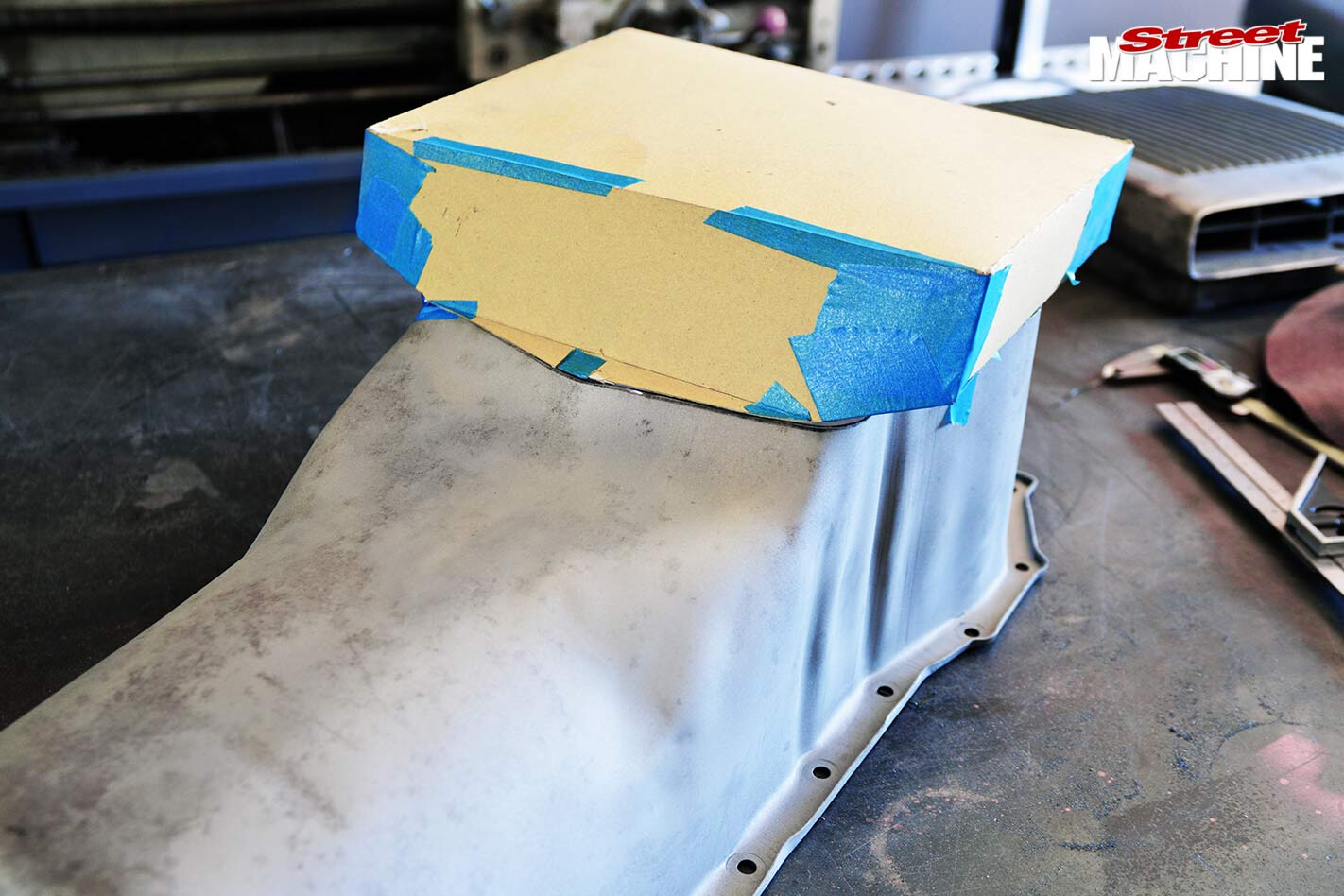
 8. After placing a few welds to keep the fabricated piece square, it is then placed onto the oil pan for alignment. The laser level once again comes in handy for squaring the sump to its new pan. Some trimming is still needed to get everything where it needs to be, along with some hammer-and-dolly work to both pieces. This can take a while, but the time spent here will make things easier when it’s time to weld.
8. After placing a few welds to keep the fabricated piece square, it is then placed onto the oil pan for alignment. The laser level once again comes in handy for squaring the sump to its new pan. Some trimming is still needed to get everything where it needs to be, along with some hammer-and-dolly work to both pieces. This can take a while, but the time spent here will make things easier when it’s time to weld.
 9. Now is a great time to trace out another template for fabbing a baffle, and checking oil pump/pick-up clearances. It’s easy to do prior to welding the new base on the sump, so you still have access.
9. Now is a great time to trace out another template for fabbing a baffle, and checking oil pump/pick-up clearances. It’s easy to do prior to welding the new base on the sump, so you still have access.
 10. A basic baffle is fabricated and stitched into position. With the sump tacked back together, it’s time for mock-up onto the block, checking for such things as oil pump pick-up clearances. The depth on this pan was left relatively close to factory specs, so there was no need for any modification, and the factory dipstick length will also remain. This is pretty important, as you don’t want that pick-up sucking onto the bottom of your pan and restricting oil flow.
10. A basic baffle is fabricated and stitched into position. With the sump tacked back together, it’s time for mock-up onto the block, checking for such things as oil pump pick-up clearances. The depth on this pan was left relatively close to factory specs, so there was no need for any modification, and the factory dipstick length will also remain. This is pretty important, as you don’t want that pick-up sucking onto the bottom of your pan and restricting oil flow.
 11. Time to weld. For this job, using a TIG is highly recommended, as a MIG will harden the steel and can leave it prone to cracking, along with leaving possible spatter and debris on the inside.
11. Time to weld. For this job, using a TIG is highly recommended, as a MIG will harden the steel and can leave it prone to cracking, along with leaving possible spatter and debris on the inside.
 12. Last but not least, the all-important drain plug is added at the lowest possible position, and a hole is drilled in the baffle for the dipstick. Depending on your application, features such as baffles, trap doors and a crank-scraper can be added.
12. Last but not least, the all-important drain plug is added at the lowest possible position, and a hole is drilled in the baffle for the dipstick. Depending on your application, features such as baffles, trap doors and a crank-scraper can be added.
AS A final note, there are a few decent products out there that can be used to seal up both the inside and outside of the pan, which will take care of any nasty little pinholes that may be hiding, saving you from a nightmarish oil leak.
Comments